












Fordern Sie Muster an!

Heißspritzpistole

Heißspritzverfahren
Schematik Heißspritzen
Für hohe Materialschichtdicken und kurze Trockenzeiten ist es von Fall zu Fall sinnvoll das Beschichtungsmaterial zu erwärmen, um das Fließverhalten des Materials zu beeinflussen.
Man spricht dann von einem Heißspritzverfahren.
Das Spritzgut wird in einen Durchlauferhitzer erwärmt und dann mit einer höheren Voskosität auf das Werkstück aufgebracht.
Zirkulationseinheiten sorgen für eine konstante Materialausbringung.
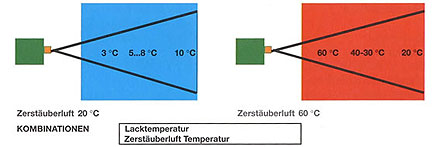
Sinnvollerweise sollte die Zerstäuberluft auch erwärmt werden, damit das Spritzmaterial nicht wieder zu sehr durch die Druckentspannungsenergie (Kälte) wieder abgekühlt wird und somit die Fließeigenschaft beeinflusst wird.
Durch die Erwärmung der Zerstäuberluft wird weniger Zerstäuberdruck benötigt. Das Overspray wird um bis zu 30 % verringert und entsprechend Material eingespart. Die warme Luft ergibt ein weicheres Spritzbild und die Läuferbildung auf der lackierten Oberfläche wird geringer. Die Temperatur kann zwischen 20 und 85 °C eingestellt werden.
Vorteile:
- Hochviskose Medien lassen sich verarbeiten
- Keinerlei Temperatureinflüsse von außen
- Reduktion von Lösemitteln
- Hohe Schichtstärken mit gutem Verlauf sind möglich
Nachteile:
- Bedingte Einsatzmöglichkeit
- Viskosität muss abgestimmt sein
- Langsamere Verarbeitungsgeschwindigkeiten
- Zusätzliche Kosten
Die hier nur im Ansatz dargestellten und beschriebenen Verfahren sind mit den Produkten der hier aufgeführten Firmen realisiert worden und bieten dem Betreiber ein Höchstmaß an Prozesssicherheit.
Das gesamte Produktionsprogramm dieser Hersteller finden Sie auf deren Hauptinternetseiten.
Gern stehen wir Ihnen zur Verfügung bei der Erstellung von individuellen Lösungen.
Produkte -> Spritzlackieren -> Heißspritzverfahren